
メールフォーマットエラー
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



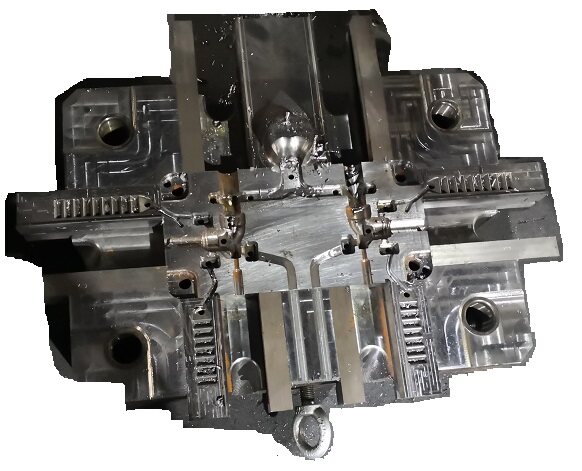
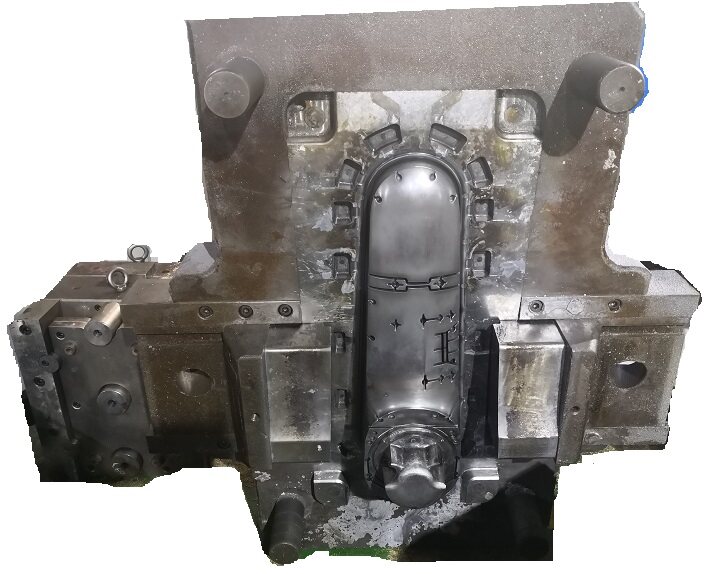
キャストの使用に注意する必要があるいくつかのポイント
3)。潤滑剤の準備
A.Full損失システムオイル85%-90% +グラファイト10%-15%;
B.ヘビーオイル:100%;
C.paraffin 30% + Yellow Waxin 30% + Vaselineオイル14% +グラファイト26%。
D.Graphite 25% +グリセリン20% +ウォーターガラス5% +水50%;
4)。潤滑剤を使用する場合に注意すべき事項
A.ルブリケントは、型キャビティと可動部品の表面で使用できます。
B.Lubricantスプレーの量は毎回少なくなり、均一になるには、噴霧後にタイプの表面にフィルムを形成するのが最善です。
V.ダイキャスティング型の調整コンテンツ
ダイキャスティング金型を完了した後、正しいダイキャスティング条件とプロセスパラメーターを調整して、安定したダイキャスティングを実現し、資格のある鋳物を生成する必要があります。
死にゆくテストの前に、ダイテスト担当者は、ダイの構造、パフォーマンス、条件、プロセス、および操作方法の特性を理解するために、ダイキャスティングの合金原材料をチェックするものとします。
ダイキャスティング形成条件の正しい選択は、試行調整の鍵です。金型の設計と製造が非常に正しい場合でも、多くの場合、このような問題に遭遇しますが、ダイキャスティングと形成条件の不適切な選択により、同じことが資格のあるキャストを押すことはできません。それどころか、場合によっては、ダイキャストの条件を調整して、金型の欠点を克服し、資格のあるキャストを押し出すことができます。したがって、ダイテスト担当者は、ダイキャスティング条件を正しく選択し、合理的に調整するために、ダイキャスティング条件、金型のアクティブな原理の役割と相互関係に精通している必要があります。
ダイキャスティング形成条件の内容には、材料の融解温度、ダイ温度と融解温度、噴射圧力、ダイロック力、ダイの開口部、圧縮ショット比、製造部品の状態に応じて必要なバースト速度が含まれます。最後に、完全なダイキャスティングパーツを取得する前に、ダイカスト製品を修理する必要があります。
銅亜鉛合金850-960
ダイキャスト合金の温度選択原理:
1)注入された金属の温度が低いほど、死の寿命が長くなります。
2)低温の鋳造のみでのみ、排気タンクの深さを減らし、金属液体スプラッシングの危険を減らすことができます。
3)低温ダイキャスティングは、プレスチャンバーとトップロッドの締め付け機会を減らすことができます。
4)低温ダイキャスティングは、鋳造の収縮穴と亀裂の生産を減らすことができます。
要するに、プロセス条件が許可される場合、ダイ鋳造合金の温度があるか、鋳造するための低温を選択します。
3、金型の作業温度
ダイキャスティングカビの作業温度は、そのダイ鋳造合金によって異なります。以下は、選択のためのいくつかの合金型の推奨値です。
金型名作業温度 /℃
亜鉛合金金型150-180
アルミニウム合金カビ180-225
マグネシウム合金金型200-250
銅亜鉛合金金型300
ダイキャストの作業温度の原則:
1)カビの温度が低すぎる、鋳造の内部構造は緩んでおり、空気放電は困難で、形成が困難です。
2)カビの温度が高すぎ、キャスティングの内部構造は密度が高いですが、鋳造はカビのキャビティ、粘着型に取り付けられた「溶接」が簡単です
キャスティングを排出するのは容易ではなく、高温は金型自体を拡大し、鋳造のサイズの精度に影響します。
3)カビの温度は、適切な範囲内で選択する必要があります。通常、適切なテストの後、一定の温度制御が合理的です。
4、ダイキャスティング型の潤滑
1)。潤滑の目的
潤滑は、ダイキャスティングおよびダイキャストの分離剤として機能します。ダイキャスティングとプレスの活発な部分が摩擦を減らし、ダイキャスティングのサービス寿命を改善し、長い動作の熱疲労によりダイの寿命を減らします。
2)。潤滑剤の要件
潤滑剤の選択は、次の要件を満たすものとします。
A.ダイキャスティングは、タイプのキャビティに付着することはできません。
B.カビの種類の表面を腐食できない鋼材料。
C.有毒ガスを生産できない。
D.加熱時に灰を生成しないでください。
E.後の潤滑剤は、高圧金属によって洗い流されることなく、型キャビティと作動面に均等に付着するものとします。